我們是專業(yè)生(shēng)產塑料管材管件(jiàn)的企業

我們是專業(yè)生(shēng)產塑料管材管件(jiàn)的企業



手機瀏覽
更(gèng)方便
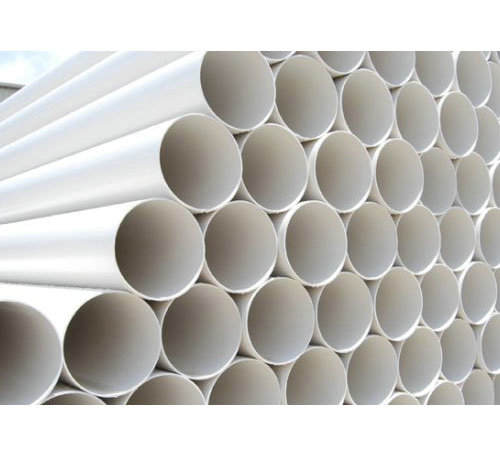
PVC芯層發泡(pào)管的生產原理,引(yǐn)人(rén)注重
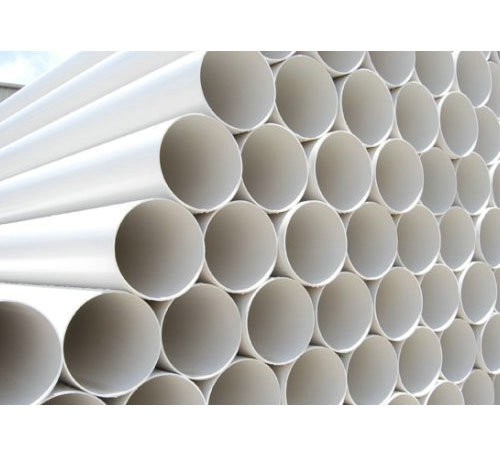
PVC芯層發泡管的生產原理是利用自由發泡技術生產芯層發泡管的原(yuán)理采用賽路(lù)卡(kǎ)法,也稱為結皮發泡法。該法(fǎ)機頭口(kǒu)模結構特殊,在機頭口模內有一芯模,它可使物料流(liú)道間隙(xì)有一個由大到小的變(biàn)化過程,在擠出機頭後麵,發泡(pào)氣體沒有自由發泡的空間,發泡氣體隻能(néng)在其(qí)機頭口模內部發袍。賽路卡法機頭口模內,須有一個芯模,同時共(gòng)定型裝置避免了擠(jǐ)出製品截麵積增大,使其定型模具(jù)的出口間隙相當於製品(pǐn)的外形。
賽路卡法的定型模具(jù)就(jiù)安(ān)裝在離口模很近的位置上,物料從(cóng)口模擠出後,立即進入定型模具,在其內部(bù)發泡定型,物料在發泡之前,外(wài)表麵先(xiān)受(shòu)到定型模(mó)具的強製冷卻,而形成一層較薄的內外表皮。內外表皮厚度可控製在0.1-1.0mm的範圍內,表(biǎo)皮的厚(hòu)度是根據熔體(tǐ)溫度、冷卻速度、牽引(yǐn)速度等的(de)不同(tóng)而不同,發泡層的密度則根(gēn)據芯模的橫斷麵積和牽引速度的變化(huà)而變化。


